
В начале 19 века английский изобретатель Генри Модсли совершил прорыв в машиностроении, изобретя первый промышленный токарный станок с резьбонарезной коробкой передач. Это изобретение сделало возможным массовое производство винтов с точными размерами и взаимозаменяемостью, что стало важным шагом к развитию современных технологий механической обработки и массового производства.
Этот станок позволял создавать винты с одинаковыми параметрами, что до этого было невозможно вручную. Прорыв Модсли заложил основу для современных методов механической обработки, включая токарную и фрезерную обработку, которые играют ключевую роль в производстве точных деталей для различных отраслей, от машиностроения до аэрокосмической промышленности.
Этот станок позволял создавать винты с одинаковыми параметрами, что до этого было невозможно вручную. Прорыв Модсли заложил основу для современных методов механической обработки, включая токарную и фрезерную обработку, которые играют ключевую роль в производстве точных деталей для различных отраслей, от машиностроения до аэрокосмической промышленности.
{kind=link}
👍8
В цехе механической обработки деталей мастер объясняет новому работнику:
— В нашем деле важна точность. Вот на этом станке детали обрабатываются с точностью до сотки.
Новичок смотрит на детали и говорит:
— Ого, а это как?
Мастер, улыбаясь, отвечает:
— Ну, смотри. Если деталь не пролезает в калибр, значит, её нужно дорабатывать. А если пролезает — значит, это уже на другой станок!
Новичок смеется:
— Понял, точность — это когда деталь становится не нашей проблемой!
— В нашем деле важна точность. Вот на этом станке детали обрабатываются с точностью до сотки.
Новичок смотрит на детали и говорит:
— Ого, а это как?
Мастер, улыбаясь, отвечает:
— Ну, смотри. Если деталь не пролезает в калибр, значит, её нужно дорабатывать. А если пролезает — значит, это уже на другой станок!
Новичок смеется:
— Понял, точность — это когда деталь становится не нашей проблемой!
{kind=link}
😁5
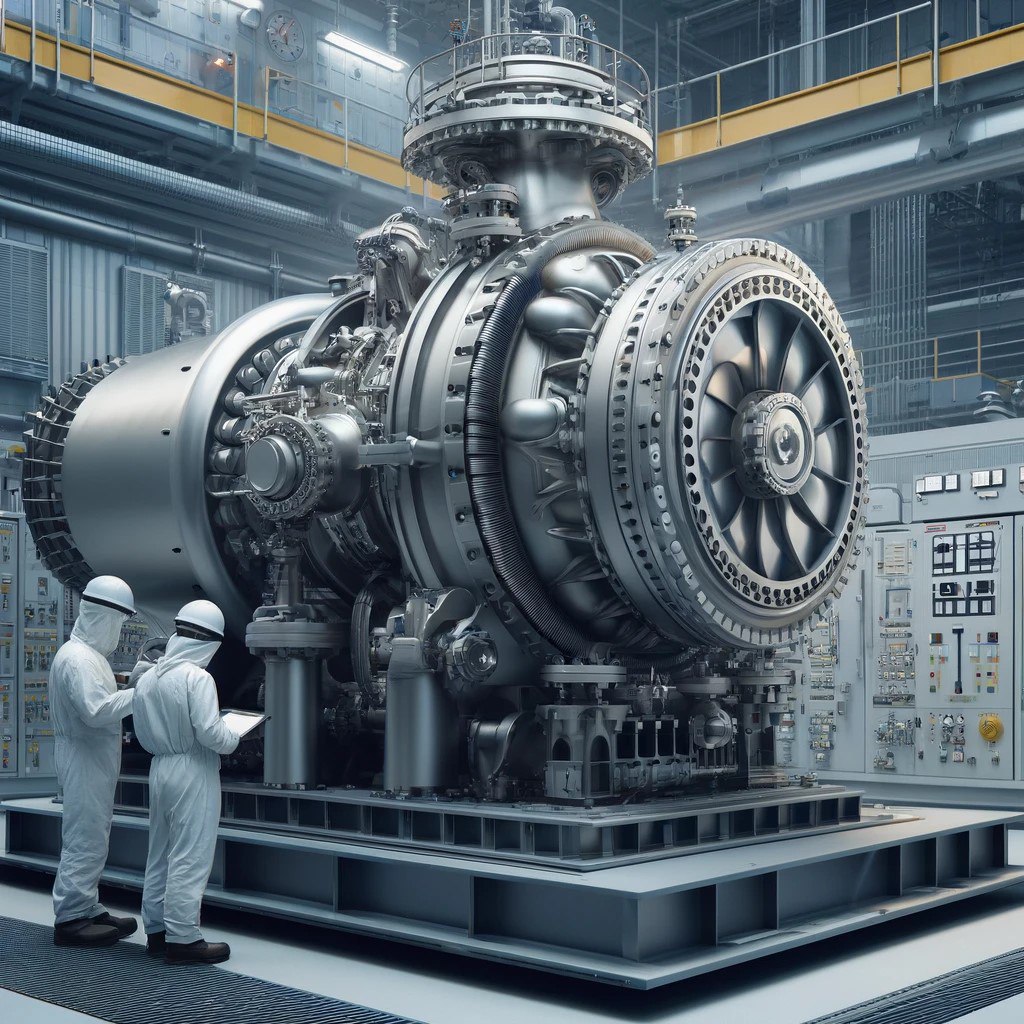
На этой неделе про насосы.
Мы производим различные отливки для насосов – от простых до сложных. Один из значимых проектов для нас – насос для перекачки сжиженного природного газа (СПГ). Мы завершили изготовление деталей для этого крупнотоннажного насоса, используя сплав АК7ч для ключевых деталей, таких как корпус, направляющие аппараты и рабочие колеса. Отливки прошли проверку на КИМ, особенно было приятно попасть в допуск на литых лопастях.
Проект подчеркивает наши возможности в производстве сложных и ответственных деталей насосов. Кроме сложных, делаем и более простые насосы, для серийных используем кокильное литье, для небольших серий литье ХТС.
Может быть, когда-нибудь изготовим насос, изображенный на этой картинке. Следите за обновлениями!
Мы производим различные отливки для насосов – от простых до сложных. Один из значимых проектов для нас – насос для перекачки сжиженного природного газа (СПГ). Мы завершили изготовление деталей для этого крупнотоннажного насоса, используя сплав АК7ч для ключевых деталей, таких как корпус, направляющие аппараты и рабочие колеса. Отливки прошли проверку на КИМ, особенно было приятно попасть в допуск на литых лопастях.
Проект подчеркивает наши возможности в производстве сложных и ответственных деталей насосов. Кроме сложных, делаем и более простые насосы, для серийных используем кокильное литье, для небольших серий литье ХТС.
Может быть, когда-нибудь изготовим насос, изображенный на этой картинке. Следите за обновлениями!
{kind=link}
👍6🤩3
В середине 19 века паровые насосы сыграли ключевую роль в обеспечении воды для городов и промышленности. Один из самых известных примеров — разработка и установка насосов на паровом двигателе Джозефа Брама (Joseph Bramah). Его изобретение, гидравлический пресс, также известный как "пресс Брама", использовалось для увеличения мощности насосов, что позволило эффективно перекачивать большие объемы воды.
Эти насосы не только обеспечивали водоснабжение городов, но и использовались в различных промышленных процессах, таких как добыча угля и металлургия. Их внедрение значительно повысило производительность и надежность систем водоснабжения, что сыграло важную роль в индустриальной революции.
История развития паровых насосов и их влияние на промышленность является важной частью наследия механической инженерии, демонстрируя, как инновации в насосостроении способствовали прогрессу целых отраслей.
Эти насосы не только обеспечивали водоснабжение городов, но и использовались в различных промышленных процессах, таких как добыча угля и металлургия. Их внедрение значительно повысило производительность и надежность систем водоснабжения, что сыграло важную роль в индустриальной революции.
История развития паровых насосов и их влияние на промышленность является важной частью наследия механической инженерии, демонстрируя, как инновации в насосостроении способствовали прогрессу целых отраслей.
{kind=link}
В офисе производителей насосов один сотрудник жалуется другому:
— Представляешь, вчера наш насос перестал качать воду.
— Да ладно! И что же случилось?
— Оказалось, он прочитал инструкцию и решил, что он теперь "интеллектуальный" и сам будет решать, когда работать!
Оба смеются, представляя себе насос с характером.
— Представляешь, вчера наш насос перестал качать воду.
— Да ладно! И что же случилось?
— Оказалось, он прочитал инструкцию и решил, что он теперь "интеллектуальный" и сам будет решать, когда работать!
Оба смеются, представляя себе насос с характером.
{kind=link}
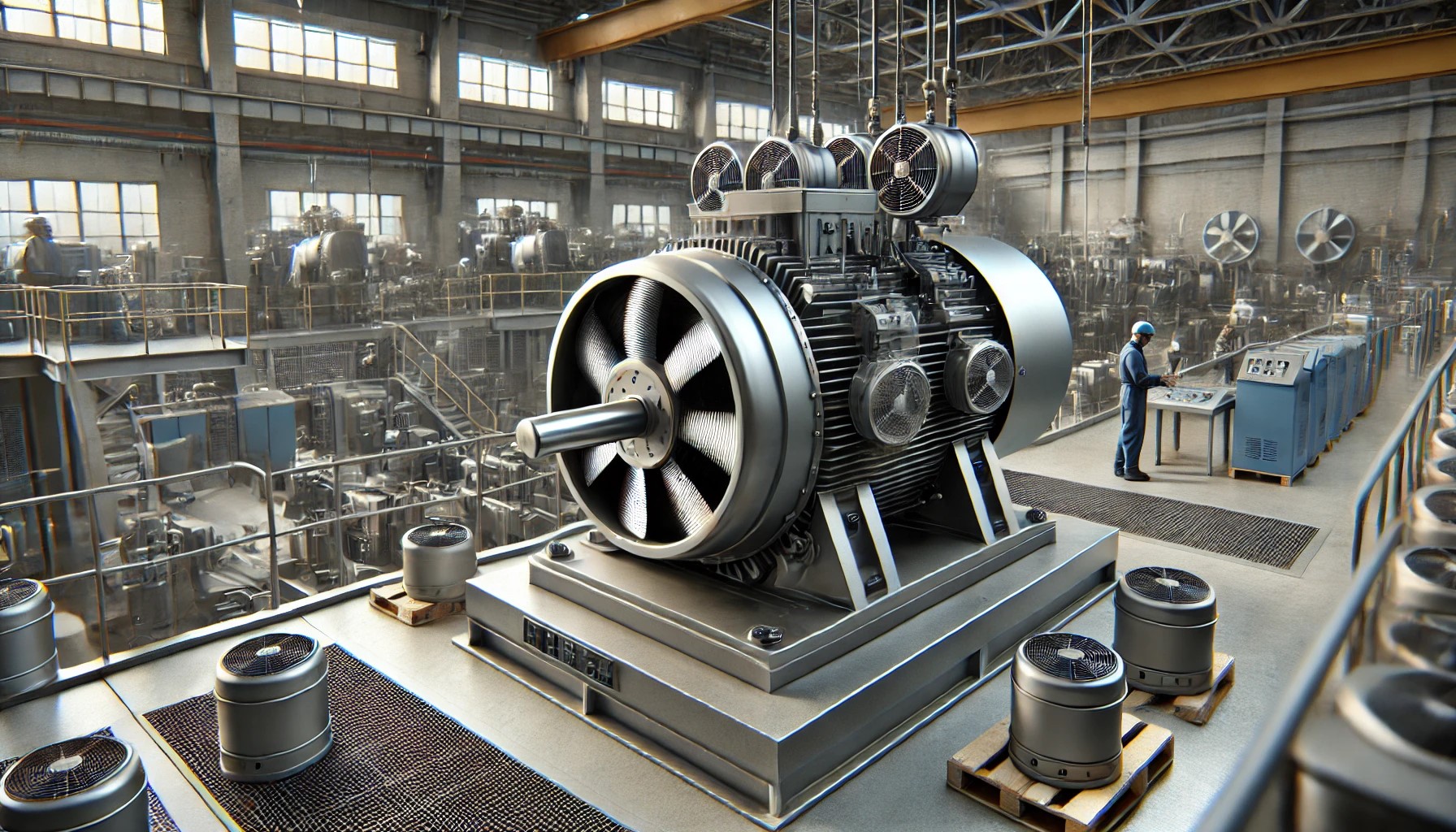
На фото свежие отливки вентиляторов для электродвигателей, изготовленные на заводе Алюмлит. Эти детали играют ключевую роль в охлаждении двигателей, обеспечивая их надежную и долговечную работу.
Литье выполняется с закладной втулкой из стали. Вентиляторы изготовлены из сплава АК7пч.
Литье выполняется с закладной втулкой из стали. Вентиляторы изготовлены из сплава АК7пч.
{kind=link}
🔥9👍4💯1
Вентиляторы для охлаждения электродвигателей сыграли ключевую роль в поддержании эффективности и долговечности промышленных машин. Один из необычных исторических фактов заключается в использовании осциллирующих вентиляторов, разработанных в начале 20 века, чтобы направлять поток воздуха для более эффективного охлаждения двигателей. В 1904 году компания Diehl & Co. разработала вентилятор с шариковым шарниром, что позволило направлять поток воздуха в разных направлениях, а три года спустя эта идея привела к созданию первого осциллирующего вентилятора, что стало значительным шагом вперед в технологии охлаждения двигателей.
Эти вентиляторы не только улучшили охлаждение двигателей, но и открыли путь для создания современных систем климат-контроля, которые сейчас используются для охлаждения промышленных электродвигателей, обеспечивая их надежную работу даже в самых тяжелых условиях.
Эти вентиляторы не только улучшили охлаждение двигателей, но и открыли путь для создания современных систем климат-контроля, которые сейчас используются для охлаждения промышленных электродвигателей, обеспечивая их надежную работу даже в самых тяжелых условиях.
{kind=link}
👍5
В цеху инженер жалуется коллеге:
— Представляешь, наш новый вентилятор стал вести себя странно.
— Что опять случилось?
— Каждый раз, когда я подхожу, он начинает дуть в противоположную сторону и включать музыку для расслабления!
Коллега смеется:
— Похоже, у вентилятора появился свой режим «антистресс»!
— Представляешь, наш новый вентилятор стал вести себя странно.
— Что опять случилось?
— Каждый раз, когда я подхожу, он начинает дуть в противоположную сторону и включать музыку для расслабления!
Коллега смеется:
— Похоже, у вентилятора появился свой режим «антистресс»!
{kind=link}
🔥2
Мы продолжаем участвовать в проектах по импортозамещению. Проектов стало меньше, но они все более серьезные и проработанные.
Один из наших заказчиков разработал горелку для котлов, провел испытания, показал ее на выставке и уже успешно продает. Мы участвовали в разработке деталей по образцу и изготовлении литья. В составе изделия корпусные детали из алюминиевого сплава АК7пч. В литье в том числе выполнены надписи.
Более подробно смотрите в статье на сайте: https://www.alumlit.ru/izgotovlenie-otlivok-gorelki-dlya-kotla
Один из наших заказчиков разработал горелку для котлов, провел испытания, показал ее на выставке и уже успешно продает. Мы участвовали в разработке деталей по образцу и изготовлении литья. В составе изделия корпусные детали из алюминиевого сплава АК7пч. В литье в том числе выполнены надписи.
Более подробно смотрите в статье на сайте: https://www.alumlit.ru/izgotovlenie-otlivok-gorelki-dlya-kotla
{kind=link}
👍12
Первый газовый светильник был представлен общественности Уильямом Мердоком в начале 19 века. В 1809 году, когда Мердок был вызван для дачи показаний перед комитетом Палаты общин, один из членов комитета задал скептический вопрос: "Вы хотите сказать, что можно будет иметь свет без фитиля?" На что Мердок уверенно ответил: "Да, именно так". Это было удивительным новшеством того времени, поскольку до этого момента для освещения использовались только масляные лампы и свечи.
Позднее, в 1855 году, Роберт Бунзен и его помощник Петер Дезага разработали первую успешную газовую горелку, которая давала горячее пламя без копоти и сажи. Этот прибор, известный как горелка Бунзена, стал основой для многих современных лабораторных горелок. Он использовался для более точного и чистого нагрева в химических экспериментах, и благодаря этому изобретению Бунзен смог открыть новые элементы, такие как цезий и рубидий.
Эти исторические разработки заложили основу для дальнейших инноваций в области газовых горелок и освещения, демонстрируя, как простые идеи могут привести к значительным научным и технологическим прорывам.
Позднее, в 1855 году, Роберт Бунзен и его помощник Петер Дезага разработали первую успешную газовую горелку, которая давала горячее пламя без копоти и сажи. Этот прибор, известный как горелка Бунзена, стал основой для многих современных лабораторных горелок. Он использовался для более точного и чистого нагрева в химических экспериментах, и благодаря этому изобретению Бунзен смог открыть новые элементы, такие как цезий и рубидий.
Эти исторические разработки заложили основу для дальнейших инноваций в области газовых горелок и освещения, демонстрируя, как простые идеи могут привести к значительным научным и технологическим прорывам.
{kind=link}
{kind=link}
На фото корпус редуктора, изготовленный из сплава АК7пч, одна из первых отливок завода Алюмлит. Этот клиент сотрудничает с нами более 10 лет, регулярно заказывая отливки.
Для производства использована технология литья в песчаные формы (ХТС), обеспечивающая высокую точность и качество поверхностей. Отливка проходит тщательный контроль на всех этапах производства, что гарантирует её соответствие техническим параметрам.
Для производства использована технология литья в песчаные формы (ХТС), обеспечивающая высокую точность и качество поверхностей. Отливка проходит тщательный контроль на всех этапах производства, что гарантирует её соответствие техническим параметрам.
{kind=link}
👍6
Редукторы, также известные как коробки передач или понижающие редукторы, играют ключевую роль в передаче мощности и управления скоростью в механизмах. Один из самых интересных исторических фактов связан с использованием редукторов в древних инженерных конструкциях.
Самым ранним примером использования зубчатых передач является Антикиферский механизм, созданный в древней Греции около 100 года до нашей эры. Этот сложный механизм, найденный на затонувшем корабле у берегов острова Антикифера, использовал более 30 бронзовых шестеренок для вычисления астрономических положений и предсказания затмений. Это было не только выдающееся инженерное достижение, но и свидетельство того, насколько сложные редукторы могли быть разработаны древними цивилизациями.
Редукторы продолжают играть важную роль в современных технологиях, включая робототехнику, где они обеспечивают высокую точность и эффективность движения. Современные редукторы для роботов требуют высокой плотности мощности и минимизации потерь, чтобы обеспечивать надежную работу при высоких нагрузках и умеренных скоростях.
Самым ранним примером использования зубчатых передач является Антикиферский механизм, созданный в древней Греции около 100 года до нашей эры. Этот сложный механизм, найденный на затонувшем корабле у берегов острова Антикифера, использовал более 30 бронзовых шестеренок для вычисления астрономических положений и предсказания затмений. Это было не только выдающееся инженерное достижение, но и свидетельство того, насколько сложные редукторы могли быть разработаны древними цивилизациями.
Редукторы продолжают играть важную роль в современных технологиях, включая робототехнику, где они обеспечивают высокую точность и эффективность движения. Современные редукторы для роботов требуют высокой плотности мощности и минимизации потерь, чтобы обеспечивать надежную работу при высоких нагрузках и умеренных скоростях.
{kind=link}
🔥4
В древней Греции ученые обсуждают Антикиферский механизм.
Один ученый говорит:
— Этот механизм может предсказать затмение с точностью до секунды!
Другой ученый добавляет:
— И что же мы сделаем, если он ошибется?
Третий ученый смеется:
— Тогда просто скажем, что механизм решил сделать паузу для отдыха!
Один ученый говорит:
— Этот механизм может предсказать затмение с точностью до секунды!
Другой ученый добавляет:
— И что же мы сделаем, если он ошибется?
Третий ученый смеется:
— Тогда просто скажем, что механизм решил сделать паузу для отдыха!
{kind=link}
🔥3
На фотографии процесс разливки бронзы БрО8Ц4 в форму ХТС из плавильной печи на нашем заводе Алюмлит.
Бронза БрО8Ц4 отличается высокой прочностью и коррозионной стойкостью, что делает её идеальным материалом для создания деталей, работающих в агрессивных средах. Процесс плавки и разливки бронзы требует строгого контроля температуры и соблюдения всех технологических норм, чтобы гарантировать однородность материала и отсутствие дефектов.
Использование технологии литья в холодно-твердеющие смеси (ХТС) позволяет добиться высокой точности отливок и минимизировать последующую механическую обработку. Эта технология обеспечивает отличное качество поверхности и точное воспроизведение сложных форм, что особенно важно для деталей с высокими требованиями к геометрии и функциональности.
Бронза доводится до необходимой температуры, после чего в расплав вводятся специальные флюсы и другие компоненты. Затем расплавленный металл аккуратно заливается в подготовленную форму ХТС. Важно, чтобы весь процесс разливки проходил равномерно, без задержек и перерывов, чтобы избежать образования пористости и других дефектов.
Бронза БрО8Ц4 отличается высокой прочностью и коррозионной стойкостью, что делает её идеальным материалом для создания деталей, работающих в агрессивных средах. Процесс плавки и разливки бронзы требует строгого контроля температуры и соблюдения всех технологических норм, чтобы гарантировать однородность материала и отсутствие дефектов.
Использование технологии литья в холодно-твердеющие смеси (ХТС) позволяет добиться высокой точности отливок и минимизировать последующую механическую обработку. Эта технология обеспечивает отличное качество поверхности и точное воспроизведение сложных форм, что особенно важно для деталей с высокими требованиями к геометрии и функциональности.
Бронза доводится до необходимой температуры, после чего в расплав вводятся специальные флюсы и другие компоненты. Затем расплавленный металл аккуратно заливается в подготовленную форму ХТС. Важно, чтобы весь процесс разливки проходил равномерно, без задержек и перерывов, чтобы избежать образования пористости и других дефектов.
{kind=link}
👍2❤1
В истории бронзового литья существует множество интересных фактов, но одним из самых удивительных является создание "Врат Рая" Лоренцо Гиберти для флорентийского баптистерия. Эти двери, изготовленные в 15 веке, состоят из десяти панелей, каждая из которых изображает сцены из Ветхого Завета. Для создания этих панелей использовалась сложная техника литья бронзы, известная как "потерянный воск" (lost-wax casting).
Гиберти работал над этими дверями более 20 лет, с 1425 по 1452 годы. Его мастерство в использовании бронзы и способность передавать тонкие детали и глубину сцен сделали эти двери одними из величайших произведений искусства Ренессанса. Гиберти использовал инновационные методы, такие как создание композиций с несколькими планами и использование перспективы, что было новшеством для того времени.
Восстановление "Врат Рая" завершилось в 2008 году, и теперь оригинальные панели выставлены в Музее Опера-дель-Дуомо во Флоренции, а на их месте в баптистерии установлены реплики. Этот факт подчеркивает не только художественную ценность, но и историческое значение литья бронзы, которое использовалось для создания произведений, оставивших неизгладимый след в истории искусства.
Гиберти работал над этими дверями более 20 лет, с 1425 по 1452 годы. Его мастерство в использовании бронзы и способность передавать тонкие детали и глубину сцен сделали эти двери одними из величайших произведений искусства Ренессанса. Гиберти использовал инновационные методы, такие как создание композиций с несколькими планами и использование перспективы, что было новшеством для того времени.
Восстановление "Врат Рая" завершилось в 2008 году, и теперь оригинальные панели выставлены в Музее Опера-дель-Дуомо во Флоренции, а на их месте в баптистерии установлены реплики. Этот факт подчеркивает не только художественную ценность, но и историческое значение литья бронзы, которое использовалось для создания произведений, оставивших неизгладимый след в истории искусства.
{kind=link}
Лоренцо Гиберти был известен своим мастерством в литье бронзы. Однажды он решил сделать подарок своему другу-скульптору и отлил для него миниатюрную бронзовую копию известной статуи. Друг, увидев подарок, воскликнул:
— Лоренцо, это шедевр! Но как ты смог так точно передать все детали?
Гиберти с улыбкой ответил:
— Всё просто. Я уменьшил свои ожидания и увеличил концентрацию бронзы!
С тех пор коллеги шутили, что Лоренцо может уменьшить любую статую, но его талант всегда остается величественным.
— Лоренцо, это шедевр! Но как ты смог так точно передать все детали?
Гиберти с улыбкой ответил:
— Всё просто. Я уменьшил свои ожидания и увеличил концентрацию бронзы!
С тех пор коллеги шутили, что Лоренцо может уменьшить любую статую, но его талант всегда остается величественным.
{kind=link}
На фотографии отливка, произведенная методом литья в кокиль из сплава АК7пч. Эта отливка была изготовлена с использованием кокильной машины, что обеспечивает высокую точность и качество поверхности.
Литье в кокиль, также известное как гравитационное литье в металлические формы, использует силу гравитации для заполнения формы расплавленным металлом. В данном случае, для создания внутренней полости были использованы стержни ХТС. Этот метод позволяет создавать отливки с высокой точностью и отличной поверхностью, что минимизирует необходимость последующей механической обработки.
Преимущества литья в кокиль включают в себя достаточно высокую точность размеров и консистентность отливок, высокое качество поверхности и возможность создания сложных форм. Этот метод является экономически эффективным для производства средних и больших серий деталей, так как металлические формы могут использоваться многократно, обеспечивая стабильное качество продукции на протяжении всего производственного процесса.
Литье в кокиль, также известное как гравитационное литье в металлические формы, использует силу гравитации для заполнения формы расплавленным металлом. В данном случае, для создания внутренней полости были использованы стержни ХТС. Этот метод позволяет создавать отливки с высокой точностью и отличной поверхностью, что минимизирует необходимость последующей механической обработки.
Преимущества литья в кокиль включают в себя достаточно высокую точность размеров и консистентность отливок, высокое качество поверхности и возможность создания сложных форм. Этот метод является экономически эффективным для производства средних и больших серий деталей, так как металлические формы могут использоваться многократно, обеспечивая стабильное качество продукции на протяжении всего производственного процесса.
{kind=link}
👍11🔥1
В 1930-х годах гравитационное литье алюминиевых сплавов в металлические формы стало важной технологией в автомобильной промышленности. Одним из ключевых достижений было использование этого метода для производства легких и прочных деталей двигателя. Одним из первых крупных производителей, которые начали использовать гравитационное литье алюминия, была компания Ford. В 1931 году компания начала массовое производство алюминиевых поршней для своих автомобилей. Эти поршни были легче и эффективнее, чем традиционные стальные, что позволило улучшить производительность и экономичность автомобилей.
Гравитационное литье алюминиевых сплавов позволяло получать детали с высокой точностью и минимальной пористостью, что было критически важно для долговечности и надежности автомобильных компонентов. Этот процесс включал заливку расплавленного алюминия в металлическую форму под действием силы тяжести, что обеспечивало равномерное заполнение формы и быстрое охлаждение металла, что, в свою очередь, улучшало механические свойства отливок.
Этот исторический факт подчеркивает значимость гравитационного литья алюминиевых сплавов в развитии автомобильной промышленности и его вклад в создание более эффективных и долговечных автомобилей.
Гравитационное литье алюминиевых сплавов позволяло получать детали с высокой точностью и минимальной пористостью, что было критически важно для долговечности и надежности автомобильных компонентов. Этот процесс включал заливку расплавленного алюминия в металлическую форму под действием силы тяжести, что обеспечивало равномерное заполнение формы и быстрое охлаждение металла, что, в свою очередь, улучшало механические свойства отливок.
Этот исторический факт подчеркивает значимость гравитационного литья алюминиевых сплавов в развитии автомобильной промышленности и его вклад в создание более эффективных и долговечных автомобилей.
{kind=link}
👍5
В 1930-х годах, когда компания Ford начала использовать гравитационное литье алюминиевых сплавов для производства поршней, инженеры шутили, что их машины стали такими легкими и быстрыми, что им теперь нужно установить тормоза на идеях, чтобы они не улетали слишком далеко вперед. Сам Гибридт, главный инженер, однажды сказал, что с такими поршнями даже офисные кресла могли бы участвовать в гонках. Все смеялись, но на всякий случай проверяли, не установлены ли у их стульев колеса из алюминия.
{kind=link}
👍4
На фотографии детали, изготовленные методом литья под давлением (ЛПД) из сплава АК12. Этот процесс позволяет создавать изделия с высокой точностью и хорошими механическими свойствами. После литья детали прошли механическую обработку, что обеспечило достижение необходимых размеров и точности поверхности.
Для деталей выполнено анодирование, оно не только улучшает внешний вид деталей, но и значительно увеличивает их коррозионную стойкость и износостойкость. Этот процесс создает защитный оксидный слой на поверхности алюминия, который придает изделиям дополнительную долговечность.
Литье под давлением - серийный процесс, подразумевающий партии в тысячи штук деталей. С учетом возможностей оборудования, мы можем производить детали из алюминиевых сплавов весом до 1 кг.
Для деталей выполнено анодирование, оно не только улучшает внешний вид деталей, но и значительно увеличивает их коррозионную стойкость и износостойкость. Этот процесс создает защитный оксидный слой на поверхности алюминия, который придает изделиям дополнительную долговечность.
Литье под давлением - серийный процесс, подразумевающий партии в тысячи штук деталей. С учетом возможностей оборудования, мы можем производить детали из алюминиевых сплавов весом до 1 кг.
{kind=link}
👍11