
Мы писали про форму, напечатанную на принтере. Наконец, есть фотографии с заливки. Мы решили провести эксперимент: залить формы сделанные по двум разным технологиям и сравнить результат. В традиционной форме множество мелких элементов, стержней, форма состоит из 20 элементов. В напечатанной форме всего 2 элемента, собирать ее на порядок проще и быстрее.
Напечатанная форма хорошо показала себя при заливке, отливка получилась без дефектов, требования по точности соблюдены. В дальнейшем будем использовать печатные формы для выпуска небольшого количества сложных отливок.
Инженер-технолог будет создавать 3д модель формы в SolidWorks и сразу отправлять на печать - без изготовления модельной оснастки. Это снизит стоимость разработки и избавит от необходимости оплачивать модельную оснастку.
Напечатанная форма хорошо показала себя при заливке, отливка получилась без дефектов, требования по точности соблюдены. В дальнейшем будем использовать печатные формы для выпуска небольшого количества сложных отливок.
Инженер-технолог будет создавать 3д модель формы в SolidWorks и сразу отправлять на печать - без изготовления модельной оснастки. Это снизит стоимость разработки и избавит от необходимости оплачивать модельную оснастку.
👍2😁1
В мае мы закрываем офис для посетителей в Москве.
Уже давно работа всех непроизводственных подразделений не зависит от расположения, в московском офисе мы встречались с клиентами. Мы проанализировали встречи за последние 6 месяцев и получилось, что большинство встреч проходило на производстве. А те, кто все же приезжал в офис, все равно хотели увидеть своими глазами плавильные печи и чушки ОК Русал в цеху.
Все контакты остаются прежними. Работа продолжается, будем рады видеть Вас в новых переговорных в Наро-Фоминске.
Уже давно работа всех непроизводственных подразделений не зависит от расположения, в московском офисе мы встречались с клиентами. Мы проанализировали встречи за последние 6 месяцев и получилось, что большинство встреч проходило на производстве. А те, кто все же приезжал в офис, все равно хотели увидеть своими глазами плавильные печи и чушки ОК Русал в цеху.
Все контакты остаются прежними. Работа продолжается, будем рады видеть Вас в новых переговорных в Наро-Фоминске.
👍3🤔1
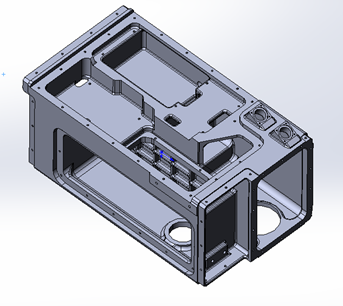
Изготовили отливку корпуса весом 245 кг. Благодаря четкой и слаженной работе инженеров и рабочих, отливка получилась с первой заливки. На сайте есть более подробное описание с картинками - как ее отливали.
Чтобы эта отливка хорошо смотрелась на сайте (и не только для этого) изменили структуру сайта. Такие проекты теперь в разделе "Литьё - Проекты".
Мы проводим также ряд других изменений в работе, чтобы лучше соответствовать запросам клиентов. Следите за обновлениями.
Чтобы эта отливка хорошо смотрелась на сайте (и не только для этого) изменили структуру сайта. Такие проекты теперь в разделе "Литьё - Проекты".
Мы проводим также ряд других изменений в работе, чтобы лучше соответствовать запросам клиентов. Следите за обновлениями.
👍3😁1
Изготовили достаточно сложную отливку из сплава АК7пч. Прошла ОТК с первой заливки. Это заготовка детали высокоточного прибора, остальные в процессе изготовления.
Продолжаем рассказывать про изменения в работе завода.
С мая 2022 года мы приостановили прием заказов на литье из бронзы. Это непростое решение связано в первую очередь с необходимостью сосредоточиться на алюминии.
Чтобы заливать больше, печь ИПУ-250М перенастроили на плавку алюминиевых сплавов. Это позволило добавить до 600 кг жидкого металла в день для заливки мелких и средних отливок. Также ввели в работу после ремонта печь ПП2000М для заливки крупных отливок (до 500 кг с одной плавки), одна из них была на фотографии в предыдущем сообщении.
Готовим к публикации новый раздел на сайте про методы контроля качества. Следите за обновлениями.
Продолжаем рассказывать про изменения в работе завода.
С мая 2022 года мы приостановили прием заказов на литье из бронзы. Это непростое решение связано в первую очередь с необходимостью сосредоточиться на алюминии.
Чтобы заливать больше, печь ИПУ-250М перенастроили на плавку алюминиевых сплавов. Это позволило добавить до 600 кг жидкого металла в день для заливки мелких и средних отливок. Также ввели в работу после ремонта печь ПП2000М для заливки крупных отливок (до 500 кг с одной плавки), одна из них была на фотографии в предыдущем сообщении.
Готовим к публикации новый раздел на сайте про методы контроля качества. Следите за обновлениями.
{kind=link}
👍11👏1
Как и обещали, на сайте появился новый раздел с описанием методов контроля качества.
Есть такое мнение - нужно сразу делать хорошо, незачем разводить методы контроля. К сожалению, с литьем такой подход не работает. Да и не только с литьем.
Все начинается с контроля качества входящих материалов. Даже чушку от ОК Русал проверяем на хим состав и наличие посторонних включений. Не зря, один из клиентов рассказал, что были с ними проблемы. Правда, у нас всегда входной контроль она проходит.
В прошлом году был случай - закупили бронзовую чушку у нового поставщика, бронза пришла с сильным отклонением по хим составу, еще и с неметаллическими включениями. Входной контроль ее сразу забраковал, поместили в изолятор брака. Если бы не проверили - клиент вернул бы ее уже в виде отливок, у него тоже строгая проверка на входе.
Для литых изделий всегда допускается небольшой процент брака. Где-то температура сплава упала на 5 градусов ниже, где-то рабочий плохо очистил форму. Промежуточный и выходной контроль позволяют "выловить" эти проблемы внутри производства и не выдавать клиенту сомнительную продукцию.
Больше всего проблем со скрытыми дефектами. На фотографии - капиллярный контроль. Патрубки должны быть герметичными, для проверки их покрывают пенетрантом и проверяют - сможет ли он "пройти" отливку насквозь.
Самый дорогой вид контроля - рентген. Он только для сложных и ответственных отливок, когда нужно наверняка знать что внутри у каждой. В большинстве случаев дешевле распилить несколько отливок из партии, чем каждую просвечивать.
https://www.alumlit.ru/kontrol-kachestva
Есть такое мнение - нужно сразу делать хорошо, незачем разводить методы контроля. К сожалению, с литьем такой подход не работает. Да и не только с литьем.
Все начинается с контроля качества входящих материалов. Даже чушку от ОК Русал проверяем на хим состав и наличие посторонних включений. Не зря, один из клиентов рассказал, что были с ними проблемы. Правда, у нас всегда входной контроль она проходит.
В прошлом году был случай - закупили бронзовую чушку у нового поставщика, бронза пришла с сильным отклонением по хим составу, еще и с неметаллическими включениями. Входной контроль ее сразу забраковал, поместили в изолятор брака. Если бы не проверили - клиент вернул бы ее уже в виде отливок, у него тоже строгая проверка на входе.
Для литых изделий всегда допускается небольшой процент брака. Где-то температура сплава упала на 5 градусов ниже, где-то рабочий плохо очистил форму. Промежуточный и выходной контроль позволяют "выловить" эти проблемы внутри производства и не выдавать клиенту сомнительную продукцию.
Больше всего проблем со скрытыми дефектами. На фотографии - капиллярный контроль. Патрубки должны быть герметичными, для проверки их покрывают пенетрантом и проверяют - сможет ли он "пройти" отливку насквозь.
Самый дорогой вид контроля - рентген. Он только для сложных и ответственных отливок, когда нужно наверняка знать что внутри у каждой. В большинстве случаев дешевле распилить несколько отливок из партии, чем каждую просвечивать.
https://www.alumlit.ru/kontrol-kachestva
{kind=link}
👍5😁1
Про насосы.
Мы серийно выпускаем литье для 5 различных насосов. Это корпуса, крышки, рабочие колеса и другие детали. Еще есть специализированные насосы: водометные движители и насосы перекачки СПГ. С водометов начиналась литейная история завода Алюмлит, но про них в следующий раз.
В 2013 году мы изготовили отливки первого российского насоса для перекачки СПГ (сжиженного природного газа). Это был сложнейший литейный проект, мы многому научились пока его делали. Самой сложной была отливка корпуса весом более 500 кг. Это "бочка", состоявшая из внешней и внутренней трубы, между которыми проходили узкие каналы, закрученные вокруг оси корпуса. Фотографии каналов сделать так и не удалось, они в теле отливки. Еще были крышки и рабочее колесо, но на фоне корпуса они казались достаточно простыми, всего килограмм по 200.
В 2019 году мы снова делали отливки первого российского насоса перекачки СПГ. Предыдущий проект по каким-то причинам не пошел в серию, остался на уровне НИОКР. Новый насос по сообщениям СМИ прошел все испытания на специально созданном для него стенде.
Что общего у всех этих насосов? Проточные части насоса мы делаем сразу в отливке. В результате - очень простая механическая обработка на универсальном оборудовании. Рабочие колеса открытого и закрытого типа также можно обрабатывать без ЧПУ. Чистота и точность поверхности обеспечивают заданные характеристики насоса, плотность литья - герметичность.
На больших насосах нужно обеспечить высокую точность лопастей направляющего аппарата. 3д сканирование показало, что все размеры по лопастям выполнены в поле допуска.
Мы планируем выпуск отливок насосов новых для нас типов и расширение компетенций в этой области. Уже провели реинжиниринг двух типов насосов по образцу, осваиваем механическую обработку и испытания. Будем рассказывать о том что получилось, следите за обновлениями.
Мы серийно выпускаем литье для 5 различных насосов. Это корпуса, крышки, рабочие колеса и другие детали. Еще есть специализированные насосы: водометные движители и насосы перекачки СПГ. С водометов начиналась литейная история завода Алюмлит, но про них в следующий раз.
В 2013 году мы изготовили отливки первого российского насоса для перекачки СПГ (сжиженного природного газа). Это был сложнейший литейный проект, мы многому научились пока его делали. Самой сложной была отливка корпуса весом более 500 кг. Это "бочка", состоявшая из внешней и внутренней трубы, между которыми проходили узкие каналы, закрученные вокруг оси корпуса. Фотографии каналов сделать так и не удалось, они в теле отливки. Еще были крышки и рабочее колесо, но на фоне корпуса они казались достаточно простыми, всего килограмм по 200.
В 2019 году мы снова делали отливки первого российского насоса перекачки СПГ. Предыдущий проект по каким-то причинам не пошел в серию, остался на уровне НИОКР. Новый насос по сообщениям СМИ прошел все испытания на специально созданном для него стенде.
Что общего у всех этих насосов? Проточные части насоса мы делаем сразу в отливке. В результате - очень простая механическая обработка на универсальном оборудовании. Рабочие колеса открытого и закрытого типа также можно обрабатывать без ЧПУ. Чистота и точность поверхности обеспечивают заданные характеристики насоса, плотность литья - герметичность.
На больших насосах нужно обеспечить высокую точность лопастей направляющего аппарата. 3д сканирование показало, что все размеры по лопастям выполнены в поле допуска.
Мы планируем выпуск отливок насосов новых для нас типов и расширение компетенций в этой области. Уже провели реинжиниринг двух типов насосов по образцу, осваиваем механическую обработку и испытания. Будем рассказывать о том что получилось, следите за обновлениями.
{kind=link}
👍6
Немного об итогах мая 2022.
Достигли рекордной для завода Алюмлит выплавки. Среднедневная выплавка выросла на 60%, на пике - плюс 140% от предыдущего месяца. Откуда такой рост?
- переналадили печь ИПУ250 с бронзы на алюминий
- укомплектовали в полном объеме новые рабочие места на формовке и сборке
- хороший объем серийных заказов
В связи с нестабильными поставками приходится постоянно что-то искать и делать избыточные запасы. Теперь на складе много тиглей и других нужных литейщикам материалов.
Российские производители оборудования подняли цены и увеличили сроки. При этом гарантий никаких не дают - как повезет. На этом фоне начали поиск оборудования в Китае.
На фоне увеличения выплавки выявили новые места, которые ограничивают увеличение объема производства. В июне планируем сделать еще больше чем в мае.
Достигли рекордной для завода Алюмлит выплавки. Среднедневная выплавка выросла на 60%, на пике - плюс 140% от предыдущего месяца. Откуда такой рост?
- переналадили печь ИПУ250 с бронзы на алюминий
- укомплектовали в полном объеме новые рабочие места на формовке и сборке
- хороший объем серийных заказов
В связи с нестабильными поставками приходится постоянно что-то искать и делать избыточные запасы. Теперь на складе много тиглей и других нужных литейщикам материалов.
Российские производители оборудования подняли цены и увеличили сроки. При этом гарантий никаких не дают - как повезет. На этом фоне начали поиск оборудования в Китае.
На фоне увеличения выплавки выявили новые места, которые ограничивают увеличение объема производства. В июне планируем сделать еще больше чем в мае.
{kind=link}
👍7😁1
Незаметно закончился июнь. Время подводить итоги и делиться новостями.
В июне выплавку увеличили еще на 30% относительно мая. Готовимся запускать вторую смену чтобы плавить еще больше.
За июнь провели небольшую реконструкцию участков. В основном - убирали лишнее. Например, участок термической обработки из мрачного подземелья превратился в светлое и аккуратное место.
С ценами творится неладное. Алюминий теперь стоит дешевле, чем в марте-апреле. Зато подорожали реагенты для ХТС, транспорт и большинство вспомогательных материалов. Если раньше можно было выбирать варианты подешевле, то теперь приходится покупать "что есть", пока оно не закончилось.
В планах до конца лето выполнить несколько проектов по бронзовому литью, несмотря на общую остановку направления. Для работы выбрали бронзу БрО8Ц4. Плавки планируются в пределах 10 тонн, если Вы хотите попасть в эту программу - напишите нам.
Нашли очень интересный китайский смеситель для ХТС, заказываем. Цены и сроки в Китае существенно интереснее тех, что предлагают российские производители. Также присмотрели красивую линию регенерации.
Прошла все испытания и функционирует система фильтрации литейных газов российского производства, разработанная специально для завода Алюмлит. Это модульная система, число блоков подбирается исходя из общей производительности. Тема экологии сейчас очень актуальна, готовим такие системы для продажи, уже начали принимать предзаказы.
Тема про импортозамещение набирает обороты. Сразу несколько клиентов заказывают литье деталей по образцу. Прошло время, стало ясно, что многие изделия проще изготовить здесь, чем привезти через третьи страны.
В июне выплавку увеличили еще на 30% относительно мая. Готовимся запускать вторую смену чтобы плавить еще больше.
За июнь провели небольшую реконструкцию участков. В основном - убирали лишнее. Например, участок термической обработки из мрачного подземелья превратился в светлое и аккуратное место.
С ценами творится неладное. Алюминий теперь стоит дешевле, чем в марте-апреле. Зато подорожали реагенты для ХТС, транспорт и большинство вспомогательных материалов. Если раньше можно было выбирать варианты подешевле, то теперь приходится покупать "что есть", пока оно не закончилось.
В планах до конца лето выполнить несколько проектов по бронзовому литью, несмотря на общую остановку направления. Для работы выбрали бронзу БрО8Ц4. Плавки планируются в пределах 10 тонн, если Вы хотите попасть в эту программу - напишите нам.
Нашли очень интересный китайский смеситель для ХТС, заказываем. Цены и сроки в Китае существенно интереснее тех, что предлагают российские производители. Также присмотрели красивую линию регенерации.
Прошла все испытания и функционирует система фильтрации литейных газов российского производства, разработанная специально для завода Алюмлит. Это модульная система, число блоков подбирается исходя из общей производительности. Тема экологии сейчас очень актуальна, готовим такие системы для продажи, уже начали принимать предзаказы.
Тема про импортозамещение набирает обороты. Сразу несколько клиентов заказывают литье деталей по образцу. Прошло время, стало ясно, что многие изделия проще изготовить здесь, чем привезти через третьи страны.
{kind=link}
👍6
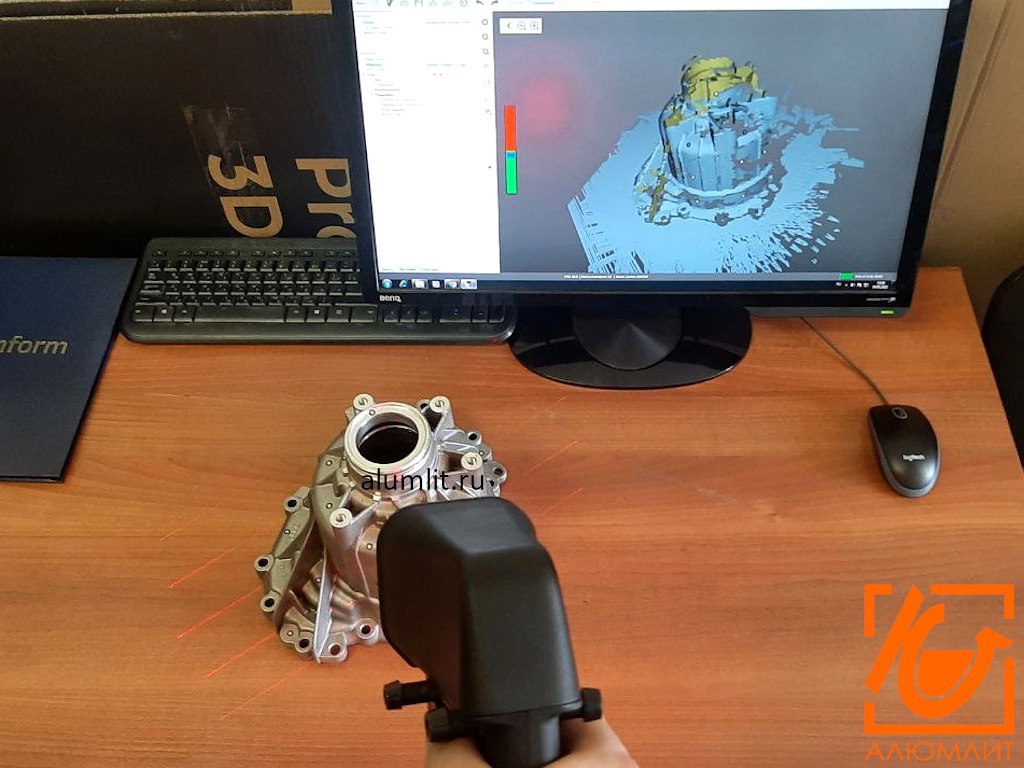
3д сканер уже не вызывает удивления. Это прибор, при помощи которого сканируют реальный объект и создают его 3д модель.
Самое очевидное применение прибора - сканирование деталей, для которых отсутствуют чертежи и модели. Сейчас это актуально для импортозамещения, когда требуется повторить изделие, которое нельзя купить.
У сканера есть и другое применение, особенно актуальное для литейного производства. Для всех отливок, выпускаемых заводом Алюмлит, инженеры разрабатывают 3д модели отливок. Было бы здорово получать 100% соответствие 3д модели и полученного изделия, но даже 3д принтер не дает такого соответствия. Жидкий металл застывает в форме по своим законам, именно поэтому технологи делают припуски и разрабатывают литейную технологию - чтобы получить отливку, максимально соответствующую 3д модели.
Сравнить полученную отливку с исходной 3д моделью помогает 3д сканер. Специалист накладывает исходную 3д модель отливки на облако точек от реальной детали и программа проверяет наличие отклонений. Небольшие отклонения неизбежны, но они должны укладываться в поле допуска, которое определяется точностью отливки.
Для более точной проверки используется 3д модель детали. С учетом установленных баз для обработки, поле точек накладывается на 3д модель конечной детали. Основная цель такой проверки - убедиться, что хватает "мяса" для механической обработки, деталь полностью помещается в отливку.
После сканирования инженер обрабатывает облако точек и преобразует в твердотельную математическую модель, которую можно использовать для дальнейшей разработки конструкции. Тут важно правильно определить обрабатываемые поверхности и разработать чертеж детали. Лучше всего сканировать не отдельные детали, а узел целиком. Тогда можно сформировать сборку в 3д и проверить сопряжения деталей.
Одной из проблем при сканировании является износ или повреждение деталей-образцов. В этом случае конструктор должен анализировать узел целиком, чтобы правильно восстановить размеры. Над этой задачей должен работать опытный конструктор, который хорошо знает устройство подобных узлов.
3д сканирование алюминиевых литейных деталей - отработанный процесс. Можно также отсканировать остальные детали, провести мех обработку и получить готовое изделие.
Самое очевидное применение прибора - сканирование деталей, для которых отсутствуют чертежи и модели. Сейчас это актуально для импортозамещения, когда требуется повторить изделие, которое нельзя купить.
У сканера есть и другое применение, особенно актуальное для литейного производства. Для всех отливок, выпускаемых заводом Алюмлит, инженеры разрабатывают 3д модели отливок. Было бы здорово получать 100% соответствие 3д модели и полученного изделия, но даже 3д принтер не дает такого соответствия. Жидкий металл застывает в форме по своим законам, именно поэтому технологи делают припуски и разрабатывают литейную технологию - чтобы получить отливку, максимально соответствующую 3д модели.
Сравнить полученную отливку с исходной 3д моделью помогает 3д сканер. Специалист накладывает исходную 3д модель отливки на облако точек от реальной детали и программа проверяет наличие отклонений. Небольшие отклонения неизбежны, но они должны укладываться в поле допуска, которое определяется точностью отливки.
Для более точной проверки используется 3д модель детали. С учетом установленных баз для обработки, поле точек накладывается на 3д модель конечной детали. Основная цель такой проверки - убедиться, что хватает "мяса" для механической обработки, деталь полностью помещается в отливку.
После сканирования инженер обрабатывает облако точек и преобразует в твердотельную математическую модель, которую можно использовать для дальнейшей разработки конструкции. Тут важно правильно определить обрабатываемые поверхности и разработать чертеж детали. Лучше всего сканировать не отдельные детали, а узел целиком. Тогда можно сформировать сборку в 3д и проверить сопряжения деталей.
Одной из проблем при сканировании является износ или повреждение деталей-образцов. В этом случае конструктор должен анализировать узел целиком, чтобы правильно восстановить размеры. Над этой задачей должен работать опытный конструктор, который хорошо знает устройство подобных узлов.
3д сканирование алюминиевых литейных деталей - отработанный процесс. Можно также отсканировать остальные детали, провести мех обработку и получить готовое изделие.
{kind=link}
👍5❤3
В последнее время происходит очень много важных событий. На их фоне новости литейного завода выглядят не такими уж интересными. Тем не менее, мы решили сделать подборку наших позитивных новостей за последнее время - вдруг Вы что-то пропустили?
- в мае мы перевезли офис из Москвы в Наро-Фоминск, теперь он расположен в административном здании на территории завода. Также туда переехал наш 3д центр.
- в июне было не до новостей, делали рекордную для Алюмлита выплавку. Пока рекорд побить не смогли, хотя в июле и августе к нему подбирались.
- в июле сделали много обновлений на сайте, в том числе добавили раздел про насосы. Не считая 14 моделей водометов, которые тоже насосы, Алюмлит серийно выпускает отливки для 5 различных насосов. Подобрали также фотографии двух больших и сложных криогенных агрегатов, каждый из которых единственный в России и уникальный. Надеемся, что когда-нибудь их запустят в серию.
- август стал месяцем обновления оборудования. Начали с покупки нового 3д сканера Scanform, затем к нам приехал фронтальный погрузчик Boulder, вещь для литейного производства очень полезная. Приятно, что это оборудование произведено в России, первый месяц эксплуатации оставил хорошие впечатления. Также заказали новый смеситель ХТС из Китая. Там все не так быстро, ждем его не раньше конца октября.
В сентябре выпустили 2 новые отливки, сейчас идет отработка технологии по сложному корпусу.
Будем чаще писать, выдавать новости по мере их появления. Вам интересно? Напишите в комментариях что хотели бы видеть в этом канале.
- в мае мы перевезли офис из Москвы в Наро-Фоминск, теперь он расположен в административном здании на территории завода. Также туда переехал наш 3д центр.
- в июне было не до новостей, делали рекордную для Алюмлита выплавку. Пока рекорд побить не смогли, хотя в июле и августе к нему подбирались.
- в июле сделали много обновлений на сайте, в том числе добавили раздел про насосы. Не считая 14 моделей водометов, которые тоже насосы, Алюмлит серийно выпускает отливки для 5 различных насосов. Подобрали также фотографии двух больших и сложных криогенных агрегатов, каждый из которых единственный в России и уникальный. Надеемся, что когда-нибудь их запустят в серию.
- август стал месяцем обновления оборудования. Начали с покупки нового 3д сканера Scanform, затем к нам приехал фронтальный погрузчик Boulder, вещь для литейного производства очень полезная. Приятно, что это оборудование произведено в России, первый месяц эксплуатации оставил хорошие впечатления. Также заказали новый смеситель ХТС из Китая. Там все не так быстро, ждем его не раньше конца октября.
В сентябре выпустили 2 новые отливки, сейчас идет отработка технологии по сложному корпусу.
Будем чаще писать, выдавать новости по мере их появления. Вам интересно? Напишите в комментариях что хотели бы видеть в этом канале.
{kind=link}
👍6😁1
{kind=link}
Публикуем фото корпуса, о котором писали в пятницу.
После приемки сразу начали собирать формы для следующих заливок.
После приемки сразу начали собирать формы для следующих заливок.
👍10🔥2
Сейчас многие компании столкнулись с разрывом логистических цепочек. Если простыми словами - поставки прекратились. Несколько месяцев на старых запасах, но уже есть потребность в пополнении складов. Приходится заново искать поставщиков, заново разбираться что и как производилось. И далеко не всегда есть специалисты, которые точно скажут - что и как изготовить. Приходится разбираться.
Не секрет, что одну и ту же деталь можно изготовить разными способами. Если говорить про литье, то классически способ производства выбирали исходя из серийности. Чем больше серия - тем дешевле должно быть производство каждой отдельной отливки.
Литье под давлением (ЛПД) дает низкую стоимость заготовки (по сравнению с другими способами литья). Часто такая технология используется для производства мелких деталей (мы считаем мелкими детали менее 1 кг), но бывает, что только так можно пролить тонкие стенки и высокие ребра.
После давления детали выходят красивыми и почти не требуют обработки. В чем подвох? Все говорят про дорогие пресс-формы (что правда), но дело не только в этом.
ЛПД - серийная технология. Пресс-форму ставят на литьевую машину чтобы получить тысячи и десятки тысяч заготовок. Можно и в сотнях тысяч считать. Если заготовок слишком мало - установка пресс-формы оказывается невыгодной.
Технология литья в ХТС (основная на заводе Алюмлит) позволяет сделать отливки почти любого размера. Да и размер партии может быть в десятках (а для крупных отливок - даже в штуках). Но по цене и точности ЛПД заметно интереснее.
Когда литейщики смотрят на чертеж или 3д модель - они сразу прикидывают, какая технология литья будет наилучшей для этой детали. В последнее время часто выходит так, что деталь идеально получится литьем под давлением, но требуемая серийность делает изготовление пресс-формы бессмысленным.
Если деталь все же нужна, можно адаптировать ее для литья в ХТС. Как это выглядит?
- потребуется добавить больше металла для механической обработки, мелкие отверстия убрать
- тонкие стенки и тонкие ребра придется делать на станке или утолщать в литье
- качество поверхности будет хуже, добавятся уклоны и скругления, которых раньше не было
Иными словами, деталь станет дороже в литье и потребует дополнительной обработки. По сравнению с литьем под давлением, стоимость литья в ХТС примерно в 2 раза дороже в расчете на кг (а масса отливки точно увеличится). С учетом дополнительной обработки, можно спокойно умножать привычную стоимость на 4.
Что же хорошего в такой замене технологий? Главное, пожалуй - это сама возможность произвести деталь. Но есть и другие положительные стороны:
- Стоимость оснастки для ХТС в 5-10 раз дешевле пресс-формы
- Можно делать любые мелкие партии
- Срок производства - от 2х недель
На фотографии отливка, изготовленная за 2 недели (партия 60 штук). Оснастку печатали в ускоренном режиме на 3д принтере.
Мы консультируем по взаимозаменяемости литейных технологий и готовим большой материал для сайта, который поможет разобраться со способами изготовления. Следите за обновлениями!
Не секрет, что одну и ту же деталь можно изготовить разными способами. Если говорить про литье, то классически способ производства выбирали исходя из серийности. Чем больше серия - тем дешевле должно быть производство каждой отдельной отливки.
Литье под давлением (ЛПД) дает низкую стоимость заготовки (по сравнению с другими способами литья). Часто такая технология используется для производства мелких деталей (мы считаем мелкими детали менее 1 кг), но бывает, что только так можно пролить тонкие стенки и высокие ребра.
После давления детали выходят красивыми и почти не требуют обработки. В чем подвох? Все говорят про дорогие пресс-формы (что правда), но дело не только в этом.
ЛПД - серийная технология. Пресс-форму ставят на литьевую машину чтобы получить тысячи и десятки тысяч заготовок. Можно и в сотнях тысяч считать. Если заготовок слишком мало - установка пресс-формы оказывается невыгодной.
Технология литья в ХТС (основная на заводе Алюмлит) позволяет сделать отливки почти любого размера. Да и размер партии может быть в десятках (а для крупных отливок - даже в штуках). Но по цене и точности ЛПД заметно интереснее.
Когда литейщики смотрят на чертеж или 3д модель - они сразу прикидывают, какая технология литья будет наилучшей для этой детали. В последнее время часто выходит так, что деталь идеально получится литьем под давлением, но требуемая серийность делает изготовление пресс-формы бессмысленным.
Если деталь все же нужна, можно адаптировать ее для литья в ХТС. Как это выглядит?
- потребуется добавить больше металла для механической обработки, мелкие отверстия убрать
- тонкие стенки и тонкие ребра придется делать на станке или утолщать в литье
- качество поверхности будет хуже, добавятся уклоны и скругления, которых раньше не было
Иными словами, деталь станет дороже в литье и потребует дополнительной обработки. По сравнению с литьем под давлением, стоимость литья в ХТС примерно в 2 раза дороже в расчете на кг (а масса отливки точно увеличится). С учетом дополнительной обработки, можно спокойно умножать привычную стоимость на 4.
Что же хорошего в такой замене технологий? Главное, пожалуй - это сама возможность произвести деталь. Но есть и другие положительные стороны:
- Стоимость оснастки для ХТС в 5-10 раз дешевле пресс-формы
- Можно делать любые мелкие партии
- Срок производства - от 2х недель
На фотографии отливка, изготовленная за 2 недели (партия 60 штук). Оснастку печатали в ускоренном режиме на 3д принтере.
Мы консультируем по взаимозаменяемости литейных технологий и готовим большой материал для сайта, который поможет разобраться со способами изготовления. Следите за обновлениями!
{kind=link}
👍7👎1👏1
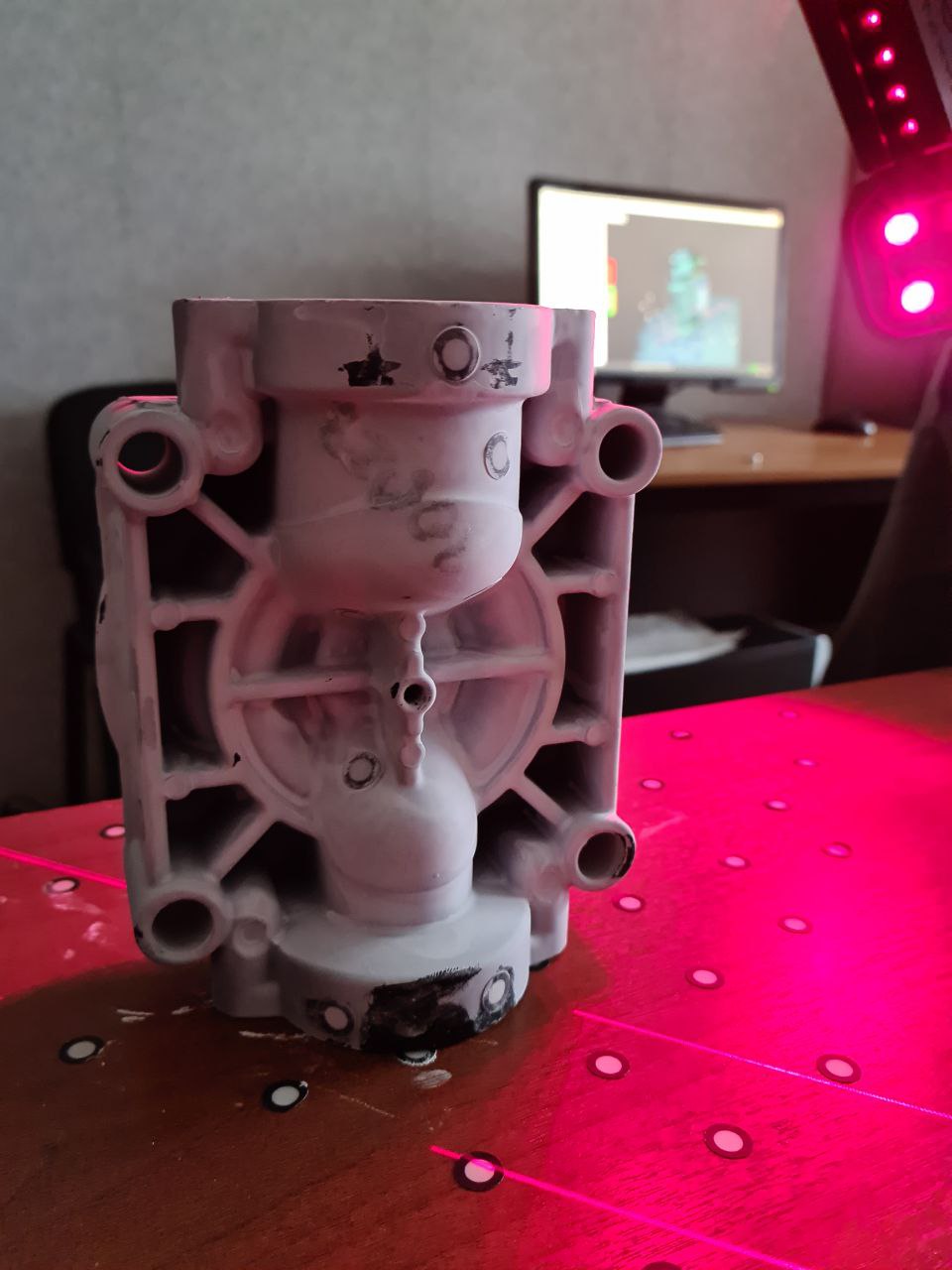
Сегодня на оцифровке небольшая деталь сложной формы. Приходится сканировать с разных сторон и потом "сшивать" отдельные части вместе. Любопытно, что сканер плохо видит детали черного цвета. Для сканирования приходится их перекрашивать. Впереди еще преобразование облака точек в 3д модель.
{kind=link}
👍6
Сейчас поступает много вопросов - как мы работаем, какая ситуация на предприятии.
Продолжаем работу, заказы отгружаем. Инженеры немного перегружены реверс инжинирингом, но все равно берем заказы в работу, сроки по запуску новых позиций немного увеличили.
Если год назад про локализацию и "сделать полностью в России" говорили с улыбкой, то сейчас для многих это единственный вариант. В последние месяцы поставки, даже параллельные, все дороже и все менее предсказуемые.
Как и у всех, у нас хватает проблем с комплектующими и текущим ремонтом оборудования. В целом ситуация под контролем, все также можем делать литье от чертежа до готовой детали.
В последнюю неделю нам поступило более 30 "горячих" запросов на литье под высоким давлением. Отчасти в ответ на рассылку, отчасти из-за отсутствия предложений. Мы попробовали разобраться что происходит.
Получается, сейчас предприятия, которые работают, перегружены. В первую очередь проблема с изготовлением новых пресс-форм. Некоторые компании закрылись или остановились, но потребность никуда не делась и только растет.
Мы прорабатываем технологическую цепочку и ищем специалистов и оборудование чтобы запустить у себя на заводе литье алюминия под высоким давлением для изделий с расчетным весом до 1,5 кг.
Ряд заказов, которые изначально делали под давлением, получается переделать под технологию ХТС. Особенно это актуально для литья по образцу: по нашему опыту, изменения в конструкцию многие хотят внести когда уже готова первая партия. На ХТС это сделать просто, готовую пресс-форму переделывать дорого.
Продолжаем работу, заказы отгружаем. Инженеры немного перегружены реверс инжинирингом, но все равно берем заказы в работу, сроки по запуску новых позиций немного увеличили.
Если год назад про локализацию и "сделать полностью в России" говорили с улыбкой, то сейчас для многих это единственный вариант. В последние месяцы поставки, даже параллельные, все дороже и все менее предсказуемые.
Как и у всех, у нас хватает проблем с комплектующими и текущим ремонтом оборудования. В целом ситуация под контролем, все также можем делать литье от чертежа до готовой детали.
В последнюю неделю нам поступило более 30 "горячих" запросов на литье под высоким давлением. Отчасти в ответ на рассылку, отчасти из-за отсутствия предложений. Мы попробовали разобраться что происходит.
Получается, сейчас предприятия, которые работают, перегружены. В первую очередь проблема с изготовлением новых пресс-форм. Некоторые компании закрылись или остановились, но потребность никуда не делась и только растет.
Мы прорабатываем технологическую цепочку и ищем специалистов и оборудование чтобы запустить у себя на заводе литье алюминия под высоким давлением для изделий с расчетным весом до 1,5 кг.
Ряд заказов, которые изначально делали под давлением, получается переделать под технологию ХТС. Особенно это актуально для литья по образцу: по нашему опыту, изменения в конструкцию многие хотят внести когда уже готова первая партия. На ХТС это сделать просто, готовую пресс-форму переделывать дорого.
{kind=link}
👍9😁1
Сентябрь получился насыщенный.
Рекорды по выплавке поставить не удалось. Зато сделали много другого. Наряду с серийным литьем:
- Отсканировали 8 деталей. Часть еще в проектировании, по другим уже запустили изготовление оснастки.
- Запустили в производство 3 новых отливки.
- Провели на базе завода Алюмлит 2 научно-исследовательских работы по изготовлению новых материалов.
На фотографии изложницы для разливки экспериментальных сплавов. Мы не можем раскрывать детали проводимых работ по условиям договора. Экспериментальные материалы могут в перспективе заменить традиционные алюминиевые сплавы и нам приятно, что для проведения работ выбрали именно наше предприятие.
Во второй половине сентября к нам обратилось много новых клиентов. Проблема с разрывом цепочек поставок обострилась с новой силой - поставщики прекращают работу, импорт несет все больше рисков.
Алюмлит продолжает работать. Для выполнения заказов, по которым сроки позволяют, начали привлекать российских и китайских партнеров.
Рекорды по выплавке поставить не удалось. Зато сделали много другого. Наряду с серийным литьем:
- Отсканировали 8 деталей. Часть еще в проектировании, по другим уже запустили изготовление оснастки.
- Запустили в производство 3 новых отливки.
- Провели на базе завода Алюмлит 2 научно-исследовательских работы по изготовлению новых материалов.
На фотографии изложницы для разливки экспериментальных сплавов. Мы не можем раскрывать детали проводимых работ по условиям договора. Экспериментальные материалы могут в перспективе заменить традиционные алюминиевые сплавы и нам приятно, что для проведения работ выбрали именно наше предприятие.
Во второй половине сентября к нам обратилось много новых клиентов. Проблема с разрывом цепочек поставок обострилась с новой силой - поставщики прекращают работу, импорт несет все больше рисков.
Алюмлит продолжает работать. Для выполнения заказов, по которым сроки позволяют, начали привлекать российских и китайских партнеров.
{kind=link}
👍4❤3😁1